Heat Treatment

PWHT Division
Omnitech is offering all type of heat treatment services to local manufacturing production lines. Pre-heat, PWHT, Normalizing, Annealing, Tempering, Torque, etc… are few of the services in this line of activities.
Pre-Heating
Preheating in welding is the process of heating the region around the weld zone to a specific minimum temperature, called the preheat temperature, to soften the impact of the high temperatures induced due to the welding process. Industry requirements are a baseline to be maintained while picking the preheat temperature, and material manufacturer specifications and filler material properties must be considered. The degree of restraint, dependent on the test subject or the product to be manufactured, must also be noted before applying heat to the material. Apart from this, the chemical state of the material, the thickness, and mechanical properties need to be considered before determining the preheat temperature of the material.


PWHT
Omnitech specialises in performing PWHT for the steel and metal fabrication industries including the construction of pressure vessels, pressure piping, storage tanks, buildings, bridges, offshore platforms, power plants, oil and gas refineries, and petrochemical plants.
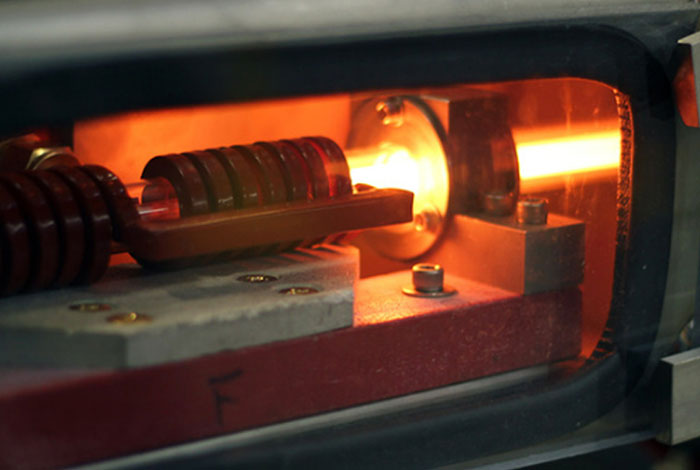
PWHT reduces or redistributes the residual stress introduced by the welding process with a technique that involves heating, soaking and cooling the weldment/machined surface to controlled temperatures. This improves the properties of the weldment/machined surface.
Normalizing
Normalization is a high-temperature austenitizing heating cycle followed by cooling in still or agitated air that is performed for a variety of reasons but primarily is performed to homogenize the microstructure and remove any segregation or non-uniformities that may exist at the microscopic level.Normalizing heat treatment helps to remove impurities and improve ductility and toughness. During the normalizing process, material is heated to between 750-980 °C (1320-1796 °F). The exact heat applied for treatment will vary and is determined based on the amount of carbon content in the metal.

Solution Annealing
Solution annealing is a high temperature heat treat process where the alloying elements of the material are brought into a solid solution. The solid solution condition is maintained by quenching the material in water or polymer. Aluminum in the solution annealed condition is in a soft state allowing the material to be readily formed or straightened to the required shape or straightening tolerance. Solution annealing is a relatively high temperature heat treating process typically run at temperatures between 915F and 990F. The material is held at the temperatures for a period of time necessary to bring the alloying elements into a solid solution. Typical times range from 20 minutes to several hours depending on the material and section thickness. The material is quenched in water or polymer retaining the material in the solid solution state. The relatively high processing temperature coupled with the rapid cooling often results in some degree of distortion. Post solution anneal straightening may be required prior to the age hardening process.
Refractory Dry Out
It is also known as bake out is the removal of mechanical water and chemical water from the refractory lining.
Mechanical water – water content added during the mixing process.
Chemical water – existing water content during refractory material manufacturing
Basically, the drying is done within a boiler during the initial start-up. Afterward, the mechanical water turns into steam and transpires from the refractory lined walls due to the heat. As for the chemical water, it is removed by the upper hold points which helps it form the final bond with the refractory for maximum strength.
